Culture of Clothing: Introduction
According to the UN, 92 million tons of textile waste are produced each year, and it is obvious that, in most developed countries, clothing consumption is driven more by fashion trends than by necessity or utility. The old adage that states “the clothing makes the man” is tenfold truer today than originally. It is common today that a garment with even a small hole or stain be thrown away rather than patched or spot cleaned. Showing yourself at your school or job with such a befouled garment is sure to draw disgust and disrespect. Even garments in perfect condition suffer the same sad fate depending on the moods of the owner. To illustrate, the UN also found that garment use duration decreased by 36% from 2000 to 2015.
Clothing and Modern Archetypes
Clothing has become, to most, a manifestation of their own identity (or what they wish it to be), and as such, a form of artifice. This is acutely evident in the rise of modern style and personality archetypes, or “aesthetics”, such as the “clean girl” and “coquette core” aesthetics. Influencers, those with high social capital and, to a lesser extent, corporations, innovate these aesthetic cultures, and by association, elements of these symbolic cultures (clothes or otherwise) gain symbolic value and are imitated by people and then commodified by the industry of culture. As such, clothing can become detached from what it is in itself, becoming purely a mosaic of symbolic artifice for the sake of both performing unique individuality and simultaneously signaling conformity for the sake of acceptance into a particular subculture group. for the punk, clothing with spikes or vulgar graphics, symbols quickly consumed by the culture industry, demonstrates counter cultural vigor without any actual engagement with the core punk principles of authoritarian resistance, DIY creation, and anti-consumerist sustainability. To say but little on the social and moral harms of this consumer self aestheticization, identity is flattened, made definite and hollow so that fruitful self reflection and truly individualistic self becoming are stifled. The wide range of humanity is filtered through a limited range of widely intelligible templates and then later, through the templates which arise as a reaction to the previous templates and so on.
History and Modern Amplification
These templates of style which pervade internet culture on social media are a clear expression of an older phenomenon of clothes mediated identity display rooted in class structure and distinction. Perhaps it is why the ruff of renaissance Europe was adopted by the nobility and the toga by Roman citizens. However, the present form of dress distinction is manifestly unique from previous societies. Perhaps as a result of the dual advance of industrialization and market economies, and the subsequent empowerment of the bourgeoisie, the abundance of and freedom to wear previously prohibited garments could no longer be contained (and the medieval paradigm preserved) by any elite class, leading to the modern culture industry, a shift from strictly enforced elite identity to the commodified, mass market identity paradigm of today. So the artifice of identity was made as much an activity of the laypeople as of the latter day elite. And of course, the influence of modern technology can not be understated; Without social media platforms like tumblr and instagram, the aforementioned cycles of organic subculture development, influencer innovation, symbol creation and extraction, commodification, and finally, self aestheticization, would move at a much slower speed.
A Graver Issue
With the maturation of the modern culture industry and its integration with social media, the 2 fundamental forces from earlier, influencers and corporations, can be seen as symbiotic branches of the same ugly tree. In fact, the influencer is a sort of independent business, innovating culture symbolically, advertising, and either selling his own products or those of large corporations through brand deals in which he acts as the human face of a corporation. Similarly, a corporation can, with its vast resources, symbolically innovate and advertise, and much more effectively at that. The primary difference between the 2 counterparts is resources: A corporation is much more likely to actually create a cultural product and, most importantly, have the capital to innovate not just symbolically, but objectively, by which I refer to the corporate research and development of chemical additives and processes for textiles, things used to imbue clothing with convenient properties or fast colors or cheap prices for the sake of industry competitiveness. Herein lies the greater issue: the processes and chemicals used and their environmental and health effects.
Health and Environmental harms: Processes
Under this paradigm of commodified culture, clothes are, in the minds of consumers, separated from the labor and processes inherent to their production though both are extensive. Before weaving, fiber is sized using starch or other synthetic chemicals in order to prevent fraying. After, they are desized using enzymes or acid to remove sizing material that could hinder dye penetration. The textile is then scoured using either a hot alkaline solution (lye, soda ash) or lipase in order to remove natural fiber impurities like pectin, fat, oil, and wax. Later the textile is bleached using hydrogen peroxide formulations to remove natural pigments. Optionally, the textile is carbonized to remove burrs and seeds through the use of acid backing or sulphuric acid. Finally, cellulosic textiles are mercerized with sodium hydroxide to enhance dye reactivity. Penultimately, various types of dye, as well as heavy metals and carrier chemicals, are used in the dye bath depending on the fiber type and desired color. Finally, various functional auxiliary chemicals which contribute wrinkle resistance, flame retardance, antimicrobial properties, etc. are added.
Environmental Harms
These processes, with their many chemical ingredients, can release harmful pollutants into the air through gas emissions, and into the water and soil through effluent (waste water) release. Before effluent is even dealt with, chemical processes emit into the air a range of chemicals including nitrogen and sulfur oxides, carbon monoxide, and formaldehyde. Upon respiration, the effects of these chemicals range from acute irritation to cancer. Also, because most of the aforementioned processes are done wet, they produce a high amount of toxic effluent, and considering that, according to Islam et al., over 80% of sectors lack significant waste water treatment plants, most wastewater is released untreated into public water bodies and land, harming the environment, wildlife, and humans. Dyes (along with other auxiliaries) in effluent affect the local aquatic environment by increasing biological and chemical oxygen demand and also by blocking algae photosynthesis through light absorption, both of which harm fish, plant life, and overall water quality. Effluent released on land or used for irrigation can likewise harm land vegetation and certain crops such as chickpeas which display lower protein content when contaminated. Whether aquatic or terrestrial, many persistent chemicals in effluent bioaccumulate in the food chain, eventually leading to human exposure and harm through diet.
Developing Countries
To understand the full harm of the modern textile industry, it is important to recognize that most production is outsourced to developing countries such as Bangladesh, Vietnam, India, and China. This is due primarily to low wage costs which, after the World Trade Organization’s Agreement on Textiles and Clothing (ATC) in 2005, became the main determinant of location for the apparel industry alongside the lax labor and environmental law enforcement characteristic of such countries. To illustrate, a 2014 survey by Vaughan-Whitehead found that, of 122 companies across 10 Asian countries, a significant portion paid illegal wages, lacked social security, facilitated illegal work hours, and failed to pay overtime in full.
Furthermore, the harm done to regular citizens can be inferred by the fact that, in such countries, many still use surface water for housework, bathing, and irrigation, and ground water for drinking, meaning that they are exposed not just to the industry’s air pollutants, but also to the effluent pollutants which cause numerous ailments including nausea, dermatitis, and respiratory tract irritation.
Consumer Exposure
Whereas direct water and air exposure may be local to textile mills, consumers all across the world can be exposed to the aforementioned chemicals through contact with finished textiles. Newly purchased clothing has been observed as containing (often in illegal concentrations) such residual and additive chemicals as aromatic amines (azo dyes), quinolines, phthalates (plasticizers), formaldehyde (anti-wrinkle resins), nanoparticles, etc. Many of these chemicals, such as quinolines which are carcinogens, benzotriazoles and benzothiazoles which are genotoxic and endocrine disrupting, and silver nano particles which compromise the skin microbiome, are known to be harmful. Additionally, the degradation and reaction products of certain chemicals, whether through microbial or photolytic degradation or reaction, can add to exposure harms by turning previously inert chemicals into harmful ones (carcinogens as with azo dyes and aromatic amines). Wearers can be exposed to such chemicals in 3 ways: dermal absorption, inhalation, and ingestion (note that, though chemical exposure and exposure route depend on a multitude of factors including molecular weight, fiber type, etc., these nuances are outside of this paper’s scope). Ingestion primarily affects young children who mouth their clothing, and, though avoidable, this represents an important pathway because mouthing generates significantly greater intake and because children are especially vulnerable to endocrine disrupting chemicals like phthalates. Dermal absorption and inhalation exposure are, on the other hand, relevant to all wearers. Once on the skin, many chemicals can penetrate the skin and enter the blood stream from which point they exercise their negative effects. Sweat, in many cases, acts as an accelerant for absorption meaning that users are especially exposed during exercise. Similarly, during exercise, wearers experience heightened inhalation exposure as a result of the personal cloud effect through which movement, friction, and abrasion can resuspend unbound clothing chemicals, particles, and fibers into the surrounding air. Considering this mechanism, contaminated garments can expose not just wearers, but also nearby people and the environment. This, as well as the release of such chemicals into wastewater through machine washing, are two potentially significant ways in which environmental pollution, beyond just personal exposure, continues beyond the region of manufacture. Despite this, machine washing does serve to protect the wearer by removing a small portion of the sorbed chemicals (native and environmental).
Considering that clean clothes sorb environmental chemicals less than contaminated clothes do, it is, I think, advisable to wear relatively old, heavily washed clothing. However, with the rise of the brand of consumerism discussed earlier and the subsequently high turnover of garments, many do just the opposite, constantly exposing themselves and those near them to a fresh dose of harmful chemicals with each purchase.
Natural Dyeing: Why to Dye
With that said, it is obvious that using heavily washed clothing is not a sustainable solution. Though it protects the user to a small extent, it does not significantly diminish exposure and it certainly does not mitigate labor injustice or environmental pollution, especially when considering that common wastewater treatment techniques are not able to thoroughly remove many chemicals from wastewater, chemicals which are later released into the environment. Conscientious consumers can remedy this at the source by buying clothing that either isn’t contaminated (treated and dyed) in the first place or has been treated and dyed in a sustainable and non-toxic way. Though the latter requires less effort, it is nearly impossible to buy treated and dyed clothes that are truly sustainable; the vast majority of vendors do not disclose what chemicals were used in the manufacture of their clothes, and it’s likely that even “organic” and eco label textiles still use certain harmful ingredients and processes. Buying such clothing is certainly an improvement over standard clothing, but treating and dyeing your own clothes is superior for both personal health and the environment. By doing so, your clothes can be free of initial auxiliary chemicals, maximally protective against environmental chemicals, and minimally polluting. This is possible through the purchase of untreated clothing and natural treatment techniques, which I discuss later. Though it takes effort to treat your own textiles, and though the environmental and personal health benefits of it are abstract, there is a more concrete, personal benefit that comes with the act of actually doing it. By directly participating in this act of creation, we can both enjoy the result of personalized, sustainable clothes and receive a type of philosophical instruction native to life, that which can only be won through the natural reconnection of labor and product.
How to Dye
The process of preparing and dyeing textiles varies somewhat by fiber type and desired color, but it is relatively simple considering that we’ll focus on the necessaries while ignoring harmful additives.
Materials
Firstly, you can either buy your dye or harvest and extract it yourself. As a general method for extraction, first dry the raw material then grind it into powder before finally boiling, cooling, and filtering it. For plant specific instructions relating to temperature, time of extraction, pH, concentration, and material to liquor ratio, see (Prabhu and Bhute, 2012). As for mordants, the dye pot, the stove, metal tongs, gloves, a thermometer, a scale, and cups, these ought to be purchased.
The following is the process that I used to dye 2 garments green with the extract of mulberry leaves. Though its details may not be optimal for every fiber and color circumstance, it may serve as a good general guideline. WOF means “weight of fabric”.
Steps:
1: weigh fibers while still dry and record relevant percent values for each (2%, 5%, 12%).
2: soak fibers in water for a few hours
3: to scour, add soda ash (2 tsp), then add fibers, then heat to 180 degrees F for 1 hour; stir occasionally. Finally, remove from heat, let cool, wring, and rinse.
4: (mainly for non-organic cotton): simmer fiber with 2-5% WOF of dissolved tannin (gall, etc.) for 1 hour while stirring fibers. After, let cool, rinse well, and dry.
5: dissolve 12% WOF of alum and 2% WOF soda ash (only for plant fibers) in hot water and place fibers inside then heat to 180 degrees F (vapor but no bubbles) for 1 hour and stir every 15 minutes. Finally, remove heat, let cool (overnight is best), wring out excess alum, and rinse in warm water. Dispose of alum.
6: fill pot with warm water, make dye slurry (5% WOF dye + hot water), pour and mix, add wet mordanted fibers, raise temperature to 200 degrees F for cotton (180 for protein fibers) for 1 hour, and stir every 15 minutes. Finally, remove heat and let cool.
7: rinse fibers in warm water, hang garments to dry, wash with PH neutral soap (Castile, etc.), and finally hang up to dry.
Steps 1-3 are quite routine while steps 4-6 are more important for the final color. The step of mordanting (represented by steps 4 and 5) involves soaking the textiles in water with dissolved mordant and stirring. Mordanting varies by the intended color augmentation (or lack thereof) and the type of dye in use but, to be clear, most dyes do require one or more mordants in order to improve color fixation and absorption. The 3 main classes of mordants are metallic mordants (metal salts), tannins (plant, water soluble, polyphenolic compounds), and oil mordants, and each particular mordant has the potential to either brighten or dull the color. The metallic mordants vary in their brightening/dulling capacity while tannins exclusively dull fabric. However, as shown below, there is a small difference in tone between the 2 sub types, hydrolyzable and nonhydrolyzable tannins. Oil mordants, typically used as a secondary mordant with alum, have little effect on color.
Mordants by type, mordant, and color effect and significant combinations
mordant type | mordant | color effect | significant combination |
metal | alum | brightener | |
metal | potassium dichromate | brightener | |
metal | tin | brightener | |
metal | copper sulphate | dull | |
metal | ferrous sulphate | dull | |
hydrolizable tannins | gall nuts, pomegranate | yellow beige | blue with ferric chloride |
nonhydrolyzable tannins | mimosa bark, grape seeds | red brown | green with ferric chloride |
It is valid to mordant before, during, or after dyeing and, it is sometimes good to use 2 mordants consecutively. For instance, though tannins can be used alone as a mordant, it is common to use them in conjunction with a metallic mordant (like alum) because, in the case of cellulosic fibers, the tannin acts as the connection between the fabric and the metallic mordant that binds the dye. Wool and other protein fibers have no such need for a dual mordant because of its amphoteric nature.
Usually the final working step, dyeing, like mordanting, involves soaking the fabric in hot water with dissolved dye and stirring. As listed below, there are numerous classes of plant chemicals that each produce a different range of color. Each range can be explored by altering the specific plant, dye concentration, and mordant.
Dyes by chemical class, dye type and color and examples
Chemical class | dye type | color | examples |
indigoid | vat | blues | dyers woad |
anthraquinones | mordant | reds | cochineal from coccus cacti |
alphanapthaquinones | disperse | oranges | lawsone from henna |
flavonoids | direct or mordant | yellows | luteolin from weld |
di-hydropyrans | mordant | darks | logwood |
anthocyanidins | direct or mordant | various | carajurin |
carotenoids | mordant | yellows, oranges | lutein from tagetes erecta |
My Experience: Lessons
After dyeing myself, it is obvious to me that no single master process can perfectly describe the full craft of plant based dyeing, which is naturally experimental. As mentioned earlier, your choice of mordant (or lack thereof) and the amount of mordant heavily depend on your desired color and dye of choice. For instance, iron mordant will shift some dyes so dull (depending on concentration) as to turn them gray, as in the case of pomegranate rind dye. The opposite can also work. Using just a tannin like oak gall (and no dye) can yield fairly durable and visible beige colors. Because of the breadth of possibility contained in the many dye and mordant variations, your own color specific research will be necessary: This paper is but a starting point for experimentation

However, there are some mistakes that apply widely enough to be useful no matter the particular dyeing circumstance.
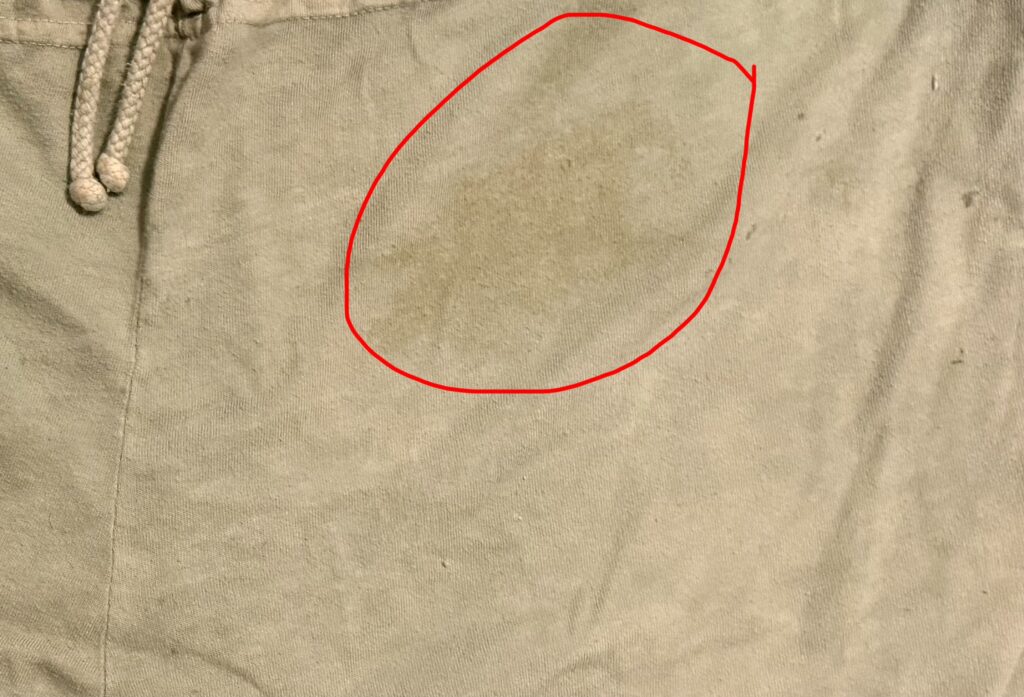
Firstly, if you use tannins as a mordant, beware blotches. It occurred to me that, as a result of uneven application due to pooling and a lack of stirring, 2 of my garments sustained light brown tannin stains that stand out from the final, green color. Make sure to use a pot big enough to comfortably fit the amount of fabric that you will be mordanting and/or dyeing so as to prevent pooling at creases that float to the top of the pot and are exposed to air. Also, stir frequently (every 10 minutes) and, as a precaution, strain your mordants and dyes very well before use.
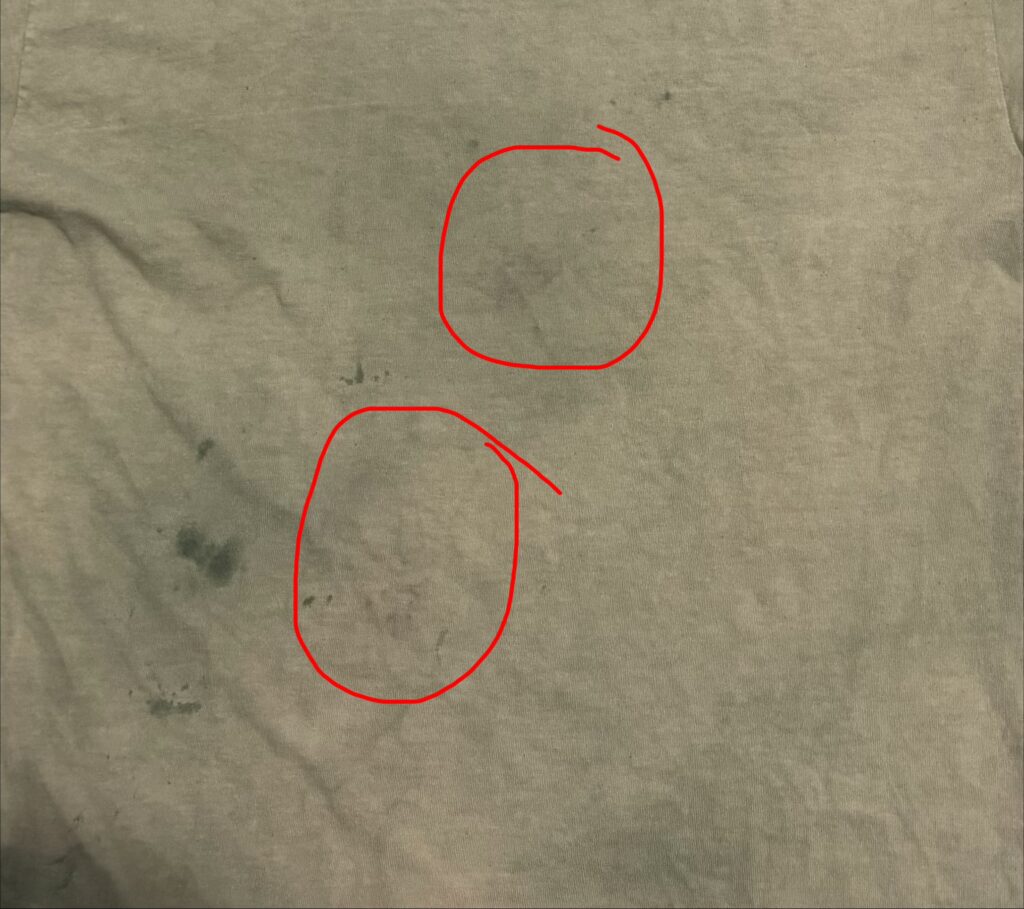
Secondly, beware stainless steel. In the process of dyeing my first garment, I produced the following dark stains which I believe to be the result of prolonged contact between the stainless steel tool and the clothes inside the tannin bath. My assumption is that, after an oak gall soak and during an overnight alum mordant soak, iron ions leached from my tool to form the dark complexes you see. Perhaps wooden tools are a better alternative.
Thirdly, beware of excessive heat exposure during all steps. It is best to use a canning rack for treatment in a pot so that the fabric being treated is not directly exposed to the heated metal of the pot. Doing this can prevent unnecessary fiber damage.
Finally, beware of machine washing. Once you have finished garments, it is certain that you will want to preserve them, and the best way to do that is by hand washing with a neutral pH soap and cold water. If you choose to machine wash your garments, do so with the same cold water and neutral soap but understand that the excessive agitation may cause undue wear.
Sources:
Islam, M. T., Islam, T., Islam, T., & Repon, M. R. (2022). Synthetic dyes for textile colouration: Process, factors and environmental impact. Textile and leather review., 5, 327-373.
Licina, D., Morrison, G. C., Bekö, G., Weschler, C. J., & Nazaroff, W. W. (2019). Clothing-mediated exposures to chemicals and particles. Environmental science & technology, 53(10), 5559-5575.
Minian, I., Martínez, Á., & Ibáñez, J. (2017). Technological change and the relocation of the apparel industry. Problemas del desarrollo, 48(188), 139-164.
Prabhu, K. H., & Bhute, A. S. (2012). Plant based natural dyes and mordants: A Review. J. Nat. Prod. Plant Resour, 2(6), 649-664.
Rovira, J., & Domingo, J. L. (2019). Human health risks due to exposure to inorganic and organic chemicals from textiles: A review. Environmental Research, 168, 62-69.
Shepherd Textiles. (n.d.). Dyeing with Mulberry Leaf Extract (Chlorophyllin). Shepherd Textiles. Retrieved February 16, 2026, from https://shepherdtextiles.com/guides/mulberry-leaf-extract-chlorophyllin
Unsustainable fashion and textiles in focus for International Day of zero waste 2025. UN Environment Program. (2025, March 27). https://www.unep.org/news-and-stories/press-release/unsustainable-fashion-and-textiles-focus-international-day-zero
Vaughan-Whitehead, D. (2014). How ‘fair’are wage practices along the supply chain? A global assessment. In Towards Better Work: Understanding Labour in Apparel Global Value Chains (pp. 68-102). London: Palgrave Macmillan UK.